




























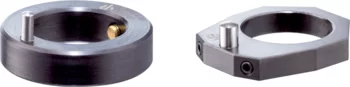













































Floating Clamps separate clamping and locking M 12
EH 23320.

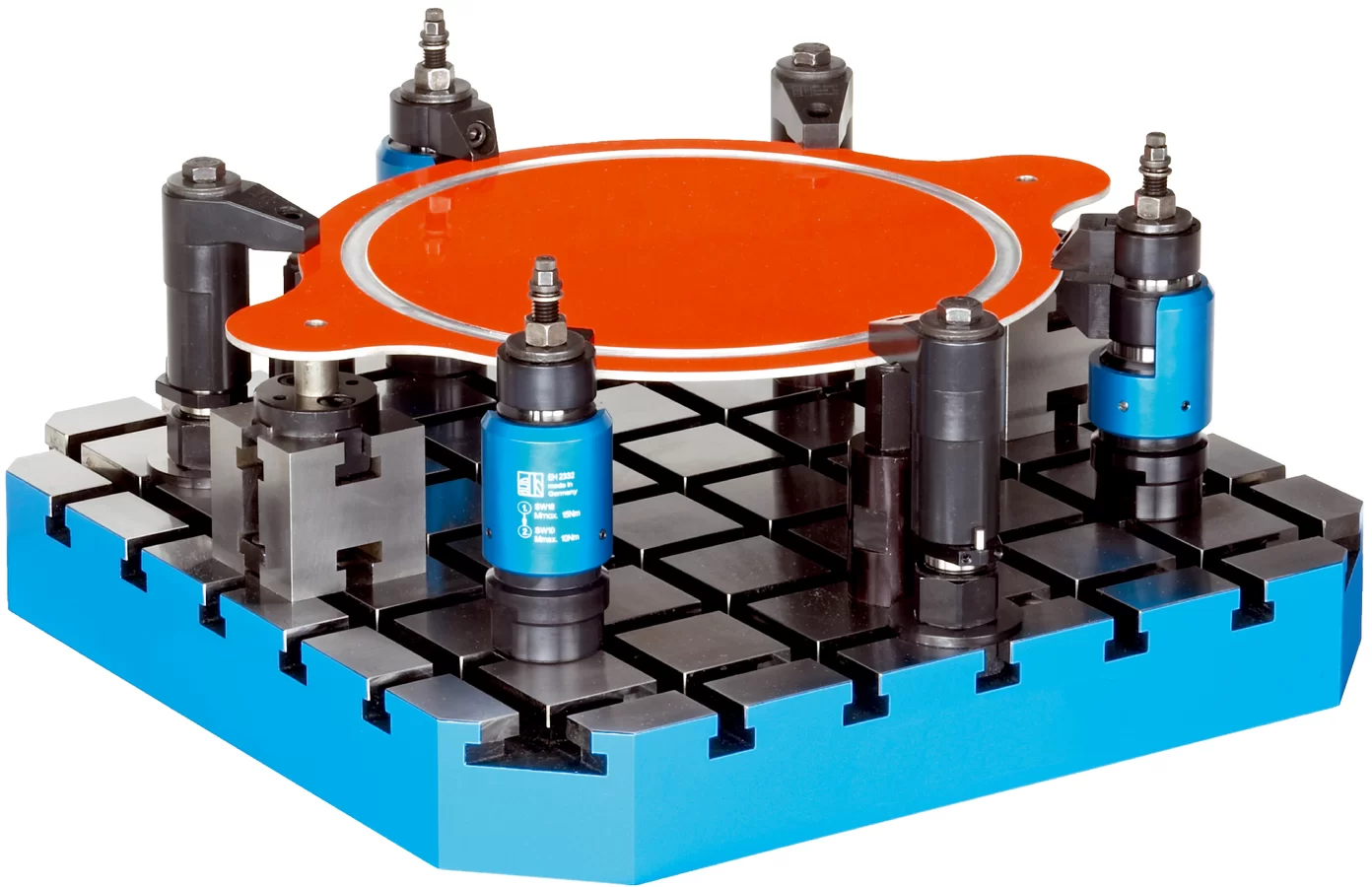
Floating clamps with separate clamping and locking are used to clamp and support additional clamping points on extremly pliable workpieces. Both, clamping and supporting force can be designed individually.
The benefits of the floating clamp are:
- Avoids vibration during the processing
- Clamps ribs, beads and shackles to reinforce clamped components
- Distortion-free clamping of raw parts.
Your selection resulted in 1 hits
 [g]
[g]More details

Material
Adjustable body
- Aluminium, blue anodised
Body
- Case-hardened steel, nitrided, manganese phosphated and ground
Clamping jaws
- Case-hardened steel, nitrided, manganese phosphated
Notes
The thread bore must always be closed for safe functioning, e.g. set screw M 12 x 10.
For specific clamping situations, the standard clamping jaws supplied can be exchanged or replaced (see catalogue drawing: screw ISO 4762 - M8 - 12.9, M max. = 43 Nm).
References
Additional flexible possibility of fitting with holder 23470.0250 or holding plate for down-hold clamps 23210.0740.

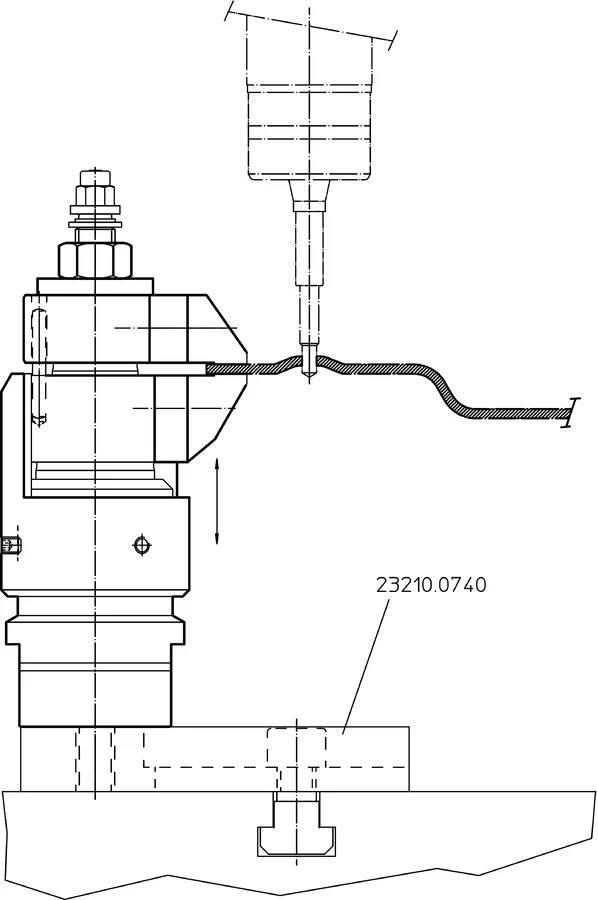
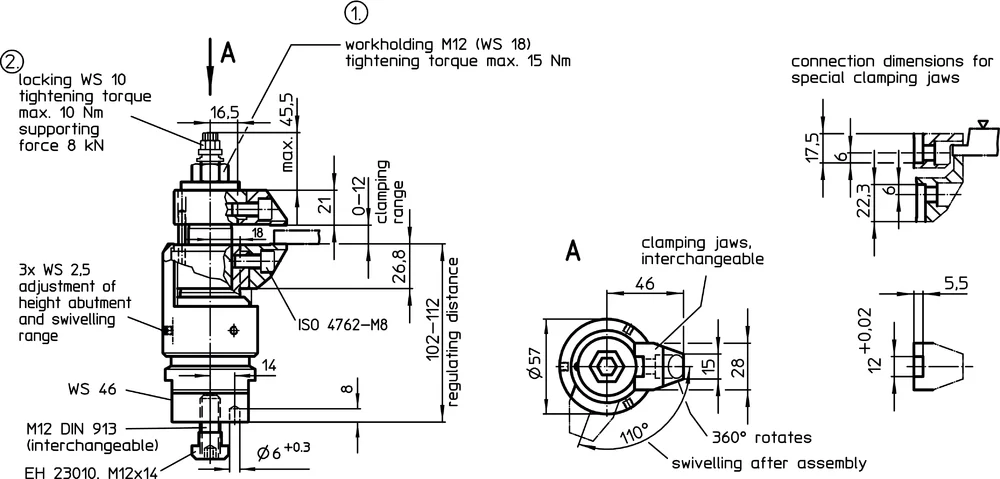
Assembly
- Mount the floating clamp (M 12 connection thread) onto the device with a wrench (WS 46).
- Adjust the height limit stop and the rotating area with the blue sleeve and clamp with a set screw (3 x WS 2.5). When setting the height limit, consider tolerance of workpiece.
Operation
- Push the floating clamp downwards.
- Pivot the clamping jaws inwards.
- Release floating clamp. The bottom jaw contacts the workpiece with the force of the contact spring.
- Tighten the fixture nut (WS 18) (max. torque 15 Nm). The jaws clamp the workpiece - the clamp is still floating.
- Then tighten the hexagon collar nut (WS 10) (max. torque 10 Nm).
- The workpiece clamping process is complete.
- Releasing is performed in the reverse order: Release hexagon collar nut (WS 10) - release hexagon nut (WS 18) - pivot out the clamping jaws
- Floating clamp is in end position.
Accessories
As an accessory, we offer clamping jaws with an increased clamping range, refer to 23320.0050-.0058, as well as pivot jaws, refer to 23320.0148-.0156.
Further products
RoHS compliant
Contains lead - compliant according to exceptions 6a / 6b / 6c.
Contains SVHC substances >0,1% w/w
Contains lead - SVHC list [REACH] as of 23.01.2024.
Contains Proposition 65 substances

Lead can cause cancer and reproductive harm from exposure
https://www.P65Warnings.ca.gov/
Free from Conflict Minerals
This product does not contain any substances designated as "conflict minerals" such as tantalum, tin, gold or tungsten from the Democratic Republic of Congo or adjacent countries.